Dampfbehandlung im Conti
Das Dampfbehandeln ist ein Verfahren zur Verbesserung der teilespezifischen Eigenschaften, wie Härte, Widerstandsfähigkeit gegen Abrieb und Korrosionsbeständigkeit.
Viele auf pulvermetallurgischem Wege hergestellte Teile werden nach diesem Verfahren behandelt. Dabei bildet sich auf der Oberfläche des Einsatzgutes eine dünne Magnetitschicht (Fe3O4), die je nach Behandlungsdauer bis tief in die Poren des gesinterten Teiles eindringt und es gasdicht macht.
Dazu wurden bislang Topföfen eingesetzt, die eine zufriedenstellende Produktqualität erbrachten.
Aufgrund ihrer zyklischen Arbeitsweise können diese Öfen jedoch den steigenden Qualitäts-ansprüchen nur noch schwer gerecht werden. Aufwendige elektronische Programmgeber sind notwendig, um den heutigen Erfordernissen annähernd nachzukommen.
Entwicklung und Ergebnisse
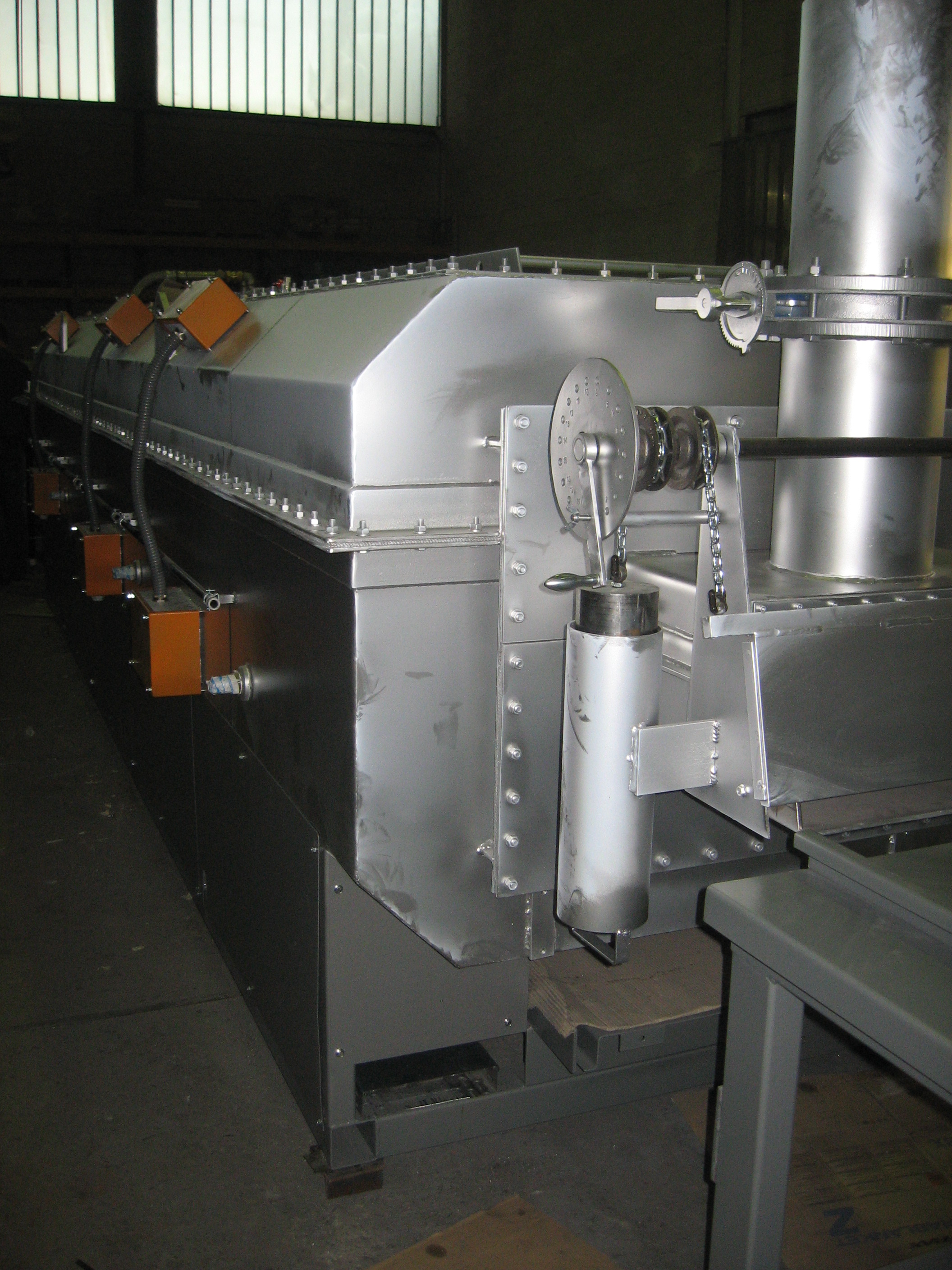
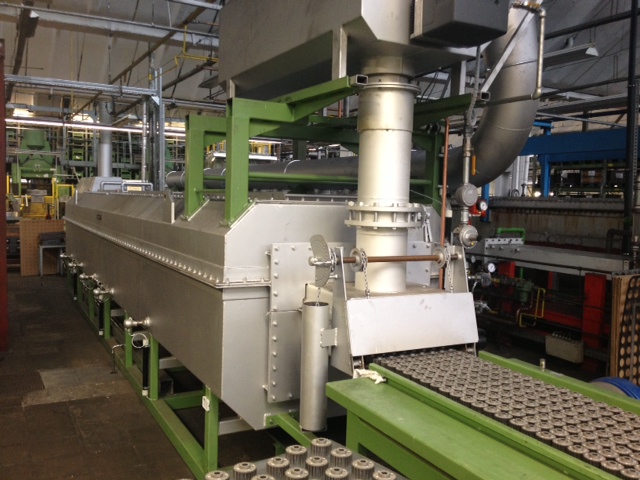
Daher begann im Januar 1989 in unserem Hause die Entwicklung einer kontinuierlich arbeitenden Dampfbehandlungsanlage: Der „Conti“
Bis zur Fertigstellung des ersten Prototyps vergingen dann weitere 6 Monate.
Dabei erwiesen sich theoretische Überlegungen oftmals als praxisfern, so dass der Ofen noch mehrmals modifiziert werden musste.
Diese Arbeiten und Studien führten schließlich zu einem Konzept, dass folgenden Ansprüchen gerecht wird:
- Schichtdicken 3 – 6 µm (bei Reduzierung der Durchsatzmenge auch mehr)
- Teile sind gasdicht (getestet bis 10 bar bei etwa 5 – 6 h Prozesszeit)
- Qualitätshomogenität über die gesamte Bandbreite
- Reproduzierbarkeit der gewünschten Qualitäten
- Keine Verwendung von Stickstoff zum Spülen oder evtl. Entölen
- Ökonomisches Handling, besonders beim Einsatz einer Umlaufautomatik
- Umweltfreundliches Verfahren beim Einsatz einer Nachverbrennung
- keine Geruchsbelästigung
- keine ölhaltigen Kondensate













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}